
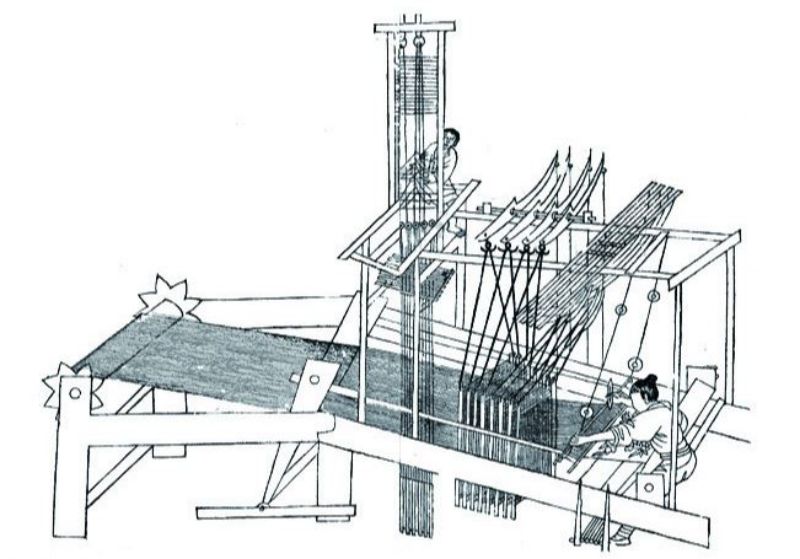
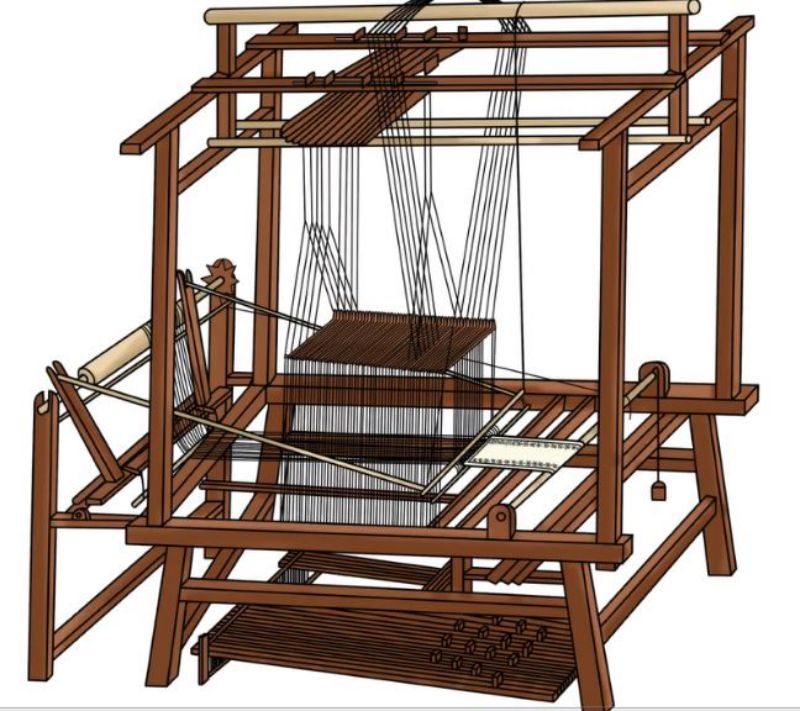
बुनाई
बद्धी से ताना-बाना बुना जाता है।मुड़े हुए धागे को एक बोबिन (रील) में लपेटा जाता है, और बाने को एक हुक में लपेटा जाता है और करघे की बद्धी पर रखा जाता है।1930 के दशक में, हाथ से तैयार किए गए लकड़ी के करघे और आयरनवुड करघे की बद्धी की शुरुआत की गई।1960 के दशक की शुरुआत में, 1511 करघे को एक करघे में बदल दिया गया, जिसका उपयोग आज भी व्यापक रूप से किया जाता है।क्योंकि बेल्ट की चौड़ाई छोटी है, बुनाई का तरीका अलग है, एकल जड़ें हैं, दोहरी जड़ें हैं, दर्जनों जड़ें हैं, एकल परतें हैं, दोहरी परतें हैं।
1967 में, मुख्य निकाय के रूप में श्रमिकों के साथ शटललेस रिबन अनुसंधान समूह ने सफलतापूर्वक एक हाई-स्पीड सिंगल शटललेस रिबन बुनाई मशीन का डिजाइन और निर्माण किया, जिसने शटललेस रिबन बुनाई को साकार किया, प्रक्रिया को छोटा किया, एक छोटे से क्षेत्र पर कब्जा कर लिया और श्रम उत्पादकता में सुधार किया, जिससे चीनी रिबन प्रौद्योगिकी के इतिहास में एक अग्रणी कार्य है।
1970 के दशक में, रिबन निरंतर रंगाई और इस्त्री मशीनों की लोकप्रियता के कारण, रिबन का प्रसंस्करण पारंपरिक पहली रंगाई और बुनाई से पहली रंगाई और रंगाई, पहली बुनाई और ब्लीचिंग, और निरंतर परिष्करण और इस्त्री तक विकसित हुआ है।रिबन प्रौद्योगिकी यंत्रीकृत बड़े पैमाने पर उत्पादन की श्रेणी में प्रवेश कर चुकी है।1980 के दशक की शुरुआत में, स्विट्जरलैंड, इटली और जर्मनी के संघीय गणराज्य ने उच्च गति वाली शटल-मुक्त बेल्ट बुनाई मशीनें, इस्त्री मशीनें, रैपिंग मशीनें, वॉर्पिंग मशीनें इत्यादि पेश कीं।और रिबन प्रौद्योगिकी विकास के एक नए चरण में प्रवेश कर चुकी है।
बद्धी प्रौद्योगिकी की प्रगति से उत्पादों का उन्नयन हुआ है।1979 में, चीन की SD9-9 रबर इंगट बेल्ट की पहली पीढ़ी का सफलतापूर्वक परीक्षण किया गया, जिससे रबर इंगट बेल्ट उत्पादों ने आयात पर निर्भरता के इतिहास को समाप्त कर दिया।1980 में नरम, पतली, मजबूत, छोटी बढ़ाव, छोटे प्रभाव, छोटी और सपाट संयुक्त विशेषताओं के साथ एसडी-81ए और बी प्रकार रबर इनगॉट बेल्ट विकसित की गई।1990 की शुरुआत में, सैन्टाना कार सेफ्टी बेल्ट का परीक्षण उत्पादन सफल रहा।दो साल से अधिक के अनुसंधान और परीक्षण उत्पादन के बाद, उत्पाद की गुणवत्ता QC49-92 और TL-VW470 मानकों तक पहुंच गई है।
बुनाई (पिंड बुनाई)
सूत के बैरल और बाने को लपेटकर एक बाना ट्यूब बनाने के बाद, उन्हें बुनाई मशीन के निश्चित दांत के आधार में डाला जाता है।वेट ट्यूब एक आकृति-8 ट्रैक के साथ घूमती है और धागों को एक दूसरे के पार खींचती है।आमतौर पर सिल्लियों की संख्या सम होती है, रिबन ट्यूबलर होता है, सिल्लियों की संख्या विषम होती है और रिबन सपाट होता है।बुनाई प्रक्रिया का उपयोग पुराने चीन से किया जाता रहा है, और उपकरण के आधार पर स्पिंडल की संख्या 9 से 100 तक भिन्न होती है।बुनाई की मूल प्रक्रिया है: ब्लीचिंग, वाइंडिंग, बुनाई, डॉफ़िंग, कटिंग, पैकेजिंग।1960 के बाद से, बुनाई मशीन में कई तकनीकी नवाचार किए गए हैं, जिनमें मुख्य रूप से आड़ू प्लेट के व्यास का विस्तार करना, रबर बैंड को तोड़ने के लिए स्वचालित रोक उपकरण स्थापित करना और नायलॉन स्पिंडल के साथ लोहे की सिल्लियों को बदलना शामिल है।इन उपकरणों के सुधार से गति 160 ~ 190 आरपीएम तक बढ़ गई है, ऊर्ध्वाधर दर दोगुनी हो गई है, और उत्पाद की गुणवत्ता में काफी सुधार हुआ है।

आप न केवल बद्धी, बल्कि रस्सी भी बुन सकते हैं।ट्यूबलर बेल्ट एक प्रकार की लट वाली रस्सी होती है, 1 ~ 4 सेमी के व्यास को रस्सी या रस्सी रेखा कहा जाता है, 4 सेमी से अधिक के व्यास को रस्सी कहा जाता है, और 40 सेमी से अधिक के व्यास को केबल या केबल कहा जाता है।1989 में, उद्योग ने जापानी स्टीरियोटाइप्ड केबल उत्पादन लाइन उपकरण पेश किया, अगले वर्ष पॉलीप्रोपाइलीन स्टीरियोटाइप्ड केबल के उत्पादन ने राष्ट्रीय रजत पुरस्कार जीता।
बुनना
1970 के दशक में, बद्धी में ताना बुनाई और बाना बुनाई तकनीक का व्यापक रूप से उपयोग किया जाता था।1973 में, बुना हुआ नायलॉन चौड़ी टाइट बेल्ट का परीक्षण उत्पादन सफल रहा।1982 में, इतालवी क्रोकेट मशीन की शुरूआत, उन्नत तकनीक, उत्पादों की एक विस्तृत श्रृंखला, विशेष रूप से पतले सजावटी कपड़ों के लिए उपयुक्त, जैसे फीता, इलास्टिक बैंड, खिड़की स्क्रीन, सजावटी बेल्ट आदि।मूल प्रक्रिया है: ब्लीचिंग - वाइंडिंग - बुनाई - इस्त्री - पैकेजिंग।

1970 के दशक से पहले, फायर होज़ ट्यूब ब्लैंक को क्षैतिज मशीन द्वारा बुना जाता था, जिसमें बड़े व्यास का विरूपण और कम आउटपुट होता था।1974 की दूसरी छमाही में, बुनाई के सिद्धांत के अनुसार, उद्योग ने ट्यूब बिलेट बुनाई के अनुसंधान समूह का आयोजन किया, जिसमें ताने और बाने की बुनाई का उपयोग किया गया, लूप प्रक्रिया के दौरान लूप यार्न पर भरोसा किया गया, सुई बैरल का उपयोग किया गया और आर्क को व्यवस्थित किया गया। लूप यार्न को आपस में बुने हुए ताने और बाने को एक साथ जोड़ने के लिए, ताकि बाने की परत और ताने की परत के साथ एक ट्यूबलर बुना हुआ कपड़ा बन सके।लेपित पानी के पाइप और उच्च दबाव वाली फायर होज़ की उत्पादन प्रौद्योगिकी स्तर देश में सबसे आगे है।
पोस्ट करने का समय: दिसम्बर-06-2023